MDO-PE vs BOPE for Mono-Material PE Lamination: why film quality is the real differentiator
Both MDO-PE and BOPE target the same market : replacing PET/PE and PA/PE laminates with mono-material PE structures recyclable in the PE stream. Both are polyethylene. Both can function as an outer print web.
The difference is not polymer chemistry. It is orientation — and what orientation quality means for lamination performance in industrial production.
What this guide covers
→ How MDO-PE and BOPE differ as laminate outer webs
→ Why flatness affects yield — not just converting performance
→ Applications where the difference matters most
MDO-PE and BOPE: Same Role, Different Orientation
MDO-PE is stretched in machine direction only. The result : improved MD stiffness and optical clarity versus standard PE — functional as an outer web in PE laminates that previously required PET or BOPP.
BOPE is stretched in both MD and TD. The result : balanced mechanical performance in both directions — closer to BOPP than to any cast or mono-oriented PE film.
Both are PE-recyclable. Both laminate with PE blown sealant films. The question is which one performs better — and more efficiently — in industrial lamination.
MDO-PE: Where It Works and Where It Falls Short
MDO-PE gained early traction because it was available and worked for standard applications — flowpack, sachets, basic pouches.
The limitations appear in more demanding formats and at higher converting speeds :
TD rigidity
Transverse direction stiffness remains close to base PE. Stand-up pouches and doypacks need more thickness or laminate complexity to achieve the same shelf presence as BOPE.
TD rigidity
Transverse direction stiffness remains close to base PE. Stand-up pouches and doypacks need more thickness or laminate complexity to achieve the same shelf presence as BOPE.
Lamination stability
Under lamination heat and tension, MDO-PE can exhibit TD relaxation — uneven width contraction that creates tracking problems and adhesion inconsistencies at speed.
Where BOPE Outperforms MDO-PE
MDO-PE gained early traction because it was available and worked for standard applications — flowpack, sachets, basic pouches.
The limitations appear in more demanding formats and at higher converting speeds :
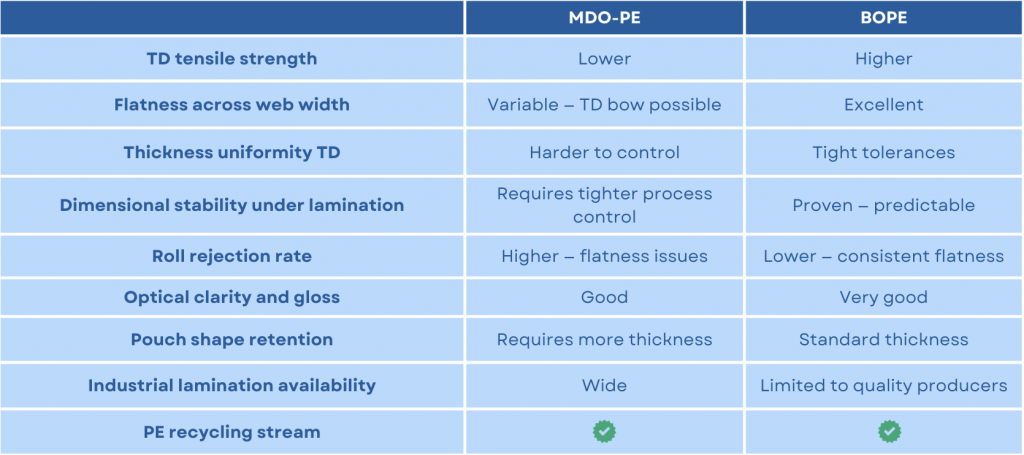
Flatness
Biaxial orientation produces a uniformly flat film across the full web width — no TD bow, no edge curl. MDO-PE flatness issues create tracking problems on lamination lines and affect print registration.
Thickness uniformity in TD
Tight tolerances across the web width for consistent laminate adhesion, seal strength and print registration.
Dimensional stability
Controlled, predictable shrinkage in both MD and TD under lamination heat. MDO-PE's higher TD relaxation requires tighter process control and limits line speed during qualification.
Production efficiency and yield
This is where the advantage becomes directly measurable. MDO-PE rolls with insufficient flatness are rejected at incoming quality control or generate waste during lamination setup. In high-volume production, roll rejection rates directly affect material cost per tonne of finished laminate.
Bioxpack’s 3NHD BOPE is consistently flat across the full web width — roll-to-roll. For converters buying film by the tonne, this yield advantage is a measurable cost reduction independent of any price-per-kilo comparison between the two substrates.
Where BOPE Outperforms MDO-PE
Applications: Where the Difference Matters Most
Pet food pouches: stand-up and doypack
Premium pet food requires an outer web that maintains pouch shape on shelf, delivers consistent gloss and print clarity, and laminates reliably at speed across high-volume production runs. TD rigidity, flatness and thickness uniformity all affect finished pouch quality directly. BOPE's superior performance on these criteria — combined with lower roll rejection rates — makes it the more cost-efficient outer web for pet food pouch production at scale.
Dry food pouches: coffee, cereals, snacks
Stand-up pouches for dry food require the same structural and optical performance as pet food formats. In a BOPE / PE Blown structure, the BOPE outer web's dimensional stability under lamination ensures consistent adhesion to the barrier sealant across the full roll — reducing delamination risk in the finished pouch.
General flexible pouch converting
For converters running multiple pouch formats on the same line, consistent flatness and thickness uniformity in the outer web reduces setup time and line adjustment between runs. BOPE's roll-to-roll consistency translates directly into converting efficiency — fewer adjustments, less downtime, less waste.
Applications: Where the Difference Matters Most
Producing lamination-grade BOPE is a process engineering challenge — not just a polymer chemistry challenge. It requires precise control of stretching temperature profiles, draw ratios and annealing parameters to achieve the flatness, thickness uniformity and surface consistency that industrial lamination requires.
This is the development focus of Bioxpack’s 3NHD BOPE range. Building on 35 years of biaxial orientation expertise and in-house R&D, we are qualifying BOPE grades specifically for lamination performance — consistent flatness, tight thickness tolerances, and roll-to-roll reliability that converters can depend on in production.
Qualification support, technical data and trial samples available on request.
Key takeaways
→ MDO-PE and BOPE both serve as outer webs in BOPE/PE Blown or MDO-PE/PE Blown laminate structures
→ BOPE delivers superior TD rigidity, flatness and dimensional stability — when correctly produced
→ MDO-PE flatness issues generate roll rejections and lamination waste — BOPE’s consistent flatness improves yield and reduces material cost per tonne
→ For pet food, dry food and premium pouch applications, BOPE is the more cost-efficient outer web at scale
→ Most available BOPE falls short on industrial lamination quality — the process expertise to produce it consistently is the real differentiator
The challenge is not whether BOPE can perform in lamination. It is whether the film you are evaluating is produced to the quality level that industrial lamination actually requires — and whether that quality holds roll-to-roll, at scale, in production.